
Linguagem
Pesquisa de produtos
Linguagem
- English
- 简体中文
- Тоҷикӣ
- O'zbek
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel

Notícias da empresa
DMAIC - Facilitando a Melhoria Contínua da Qualidade de Peças Usinadas
2025-09-19Aderindo à política de qualidade e filosofia de gestão da empresa de "Satisfazer-se, satisfazer os clientes, ser honesto e confiável e buscar a excelência", fornecemos continuamente aos clientes produtos de maior custo-benefício e qualidade mais estável. Recentemente, na oficina de usinagem, tem havido um fenômeno em que as principais dimensões ou tolerâncias geométricas de alguns processos-chave são instáveis após o processamento e não atendem aos requisitos de controle 6 Sigma. A direção da empresa atribui grande importância a isso e promoveu o workshop para criar uma força-tarefa de melhoria da qualidade do workshop. Esta força-tarefa consiste em líderes de departamentos relevantes, engenheiros relevantes, líderes de equipe e funcionários de produção da linha de frente. Ao usar o método DMAIC de melhoria 6 Sigma, foi lançada uma campanha abrangente de melhoria da qualidade. Através de uma série de atividades de melhoria, como investigação de antecedentes, coleta de dados, resumo do problema, análise de causas e formulação de medidas de melhoria de curto e longo prazo, o trabalho de melhoria da qualidade foi totalmente realizado. Esta atividade de melhoria aprimorou de forma abrangente a capacidade prática dos gerentes e funcionários de base na compreensão, aplicação e promoção das ferramentas de melhoria 6 Sigma de maneira paralela. Ajuda a reduzir a variação e flutuação das características de qualidade das peças usinadas, melhorando assim a qualidade geral de fabricação dos motores e ajudando a fornecer aos clientes produtos de melhor qualidade.
O processo de melhoria do DMAIC inclui cinco fases: Definir, Medir, Analisar, Melhorar e Controlar. Essas cinco fases constituem um método completo de melhoria da qualidade do processo e cada fase consiste em várias etapas de trabalho. A seguir está uma breve descrição da melhoria do problema de que a coaxialidade das câmaras de rolamento dianteira e traseira e o desvio da face final do conjunto são instáveis após a montagem da base da máquina com suporte duplo e do conjunto da câmara de rolamento:
01 Definir
Os membros relevantes da equipe realizaram uma reunião especial de melhoria da qualidade e usaram o brainstorming para definir as metas de melhoria da equipe:
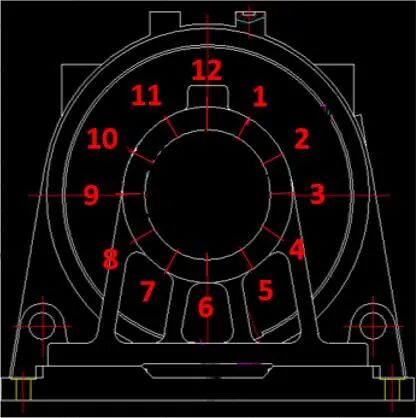
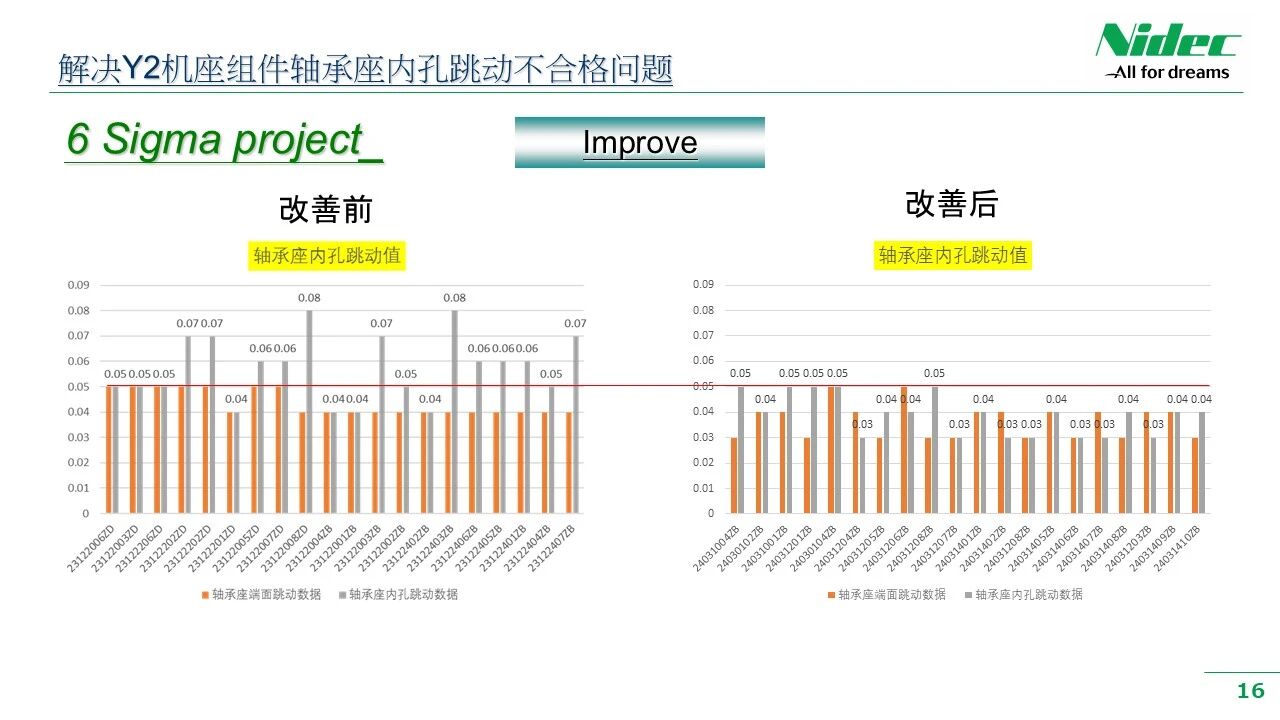
• a) Problema: A coaxialidade do furo interno usinado fino do assento do rolamento do conjunto da base da máquina com suporte duplo é instável. Após a montagem, fará com que o desvio da câmara do rolamento de toda a base da máquina exceda a tolerância, o que não atende aos requisitos do desenho.
• b) Meta de melhoria: A taxa de defeito é inferior a 200 PPM e o desvio da câmara do rolamento é inferior a 0,05 mm.

02 Medida
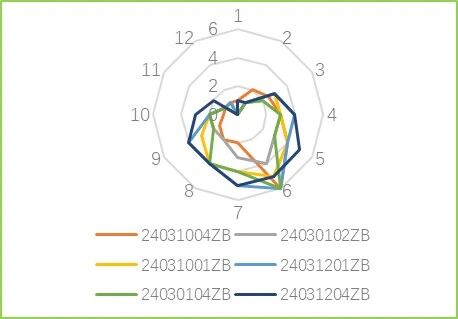
A equipe de melhoria elaborou uma tabela de parâmetros que influenciam a qualidade relacionados ao processo de usinagem. De acordo com esta tabela, os operadores dos processos correspondentes coletaram dados, incluindo processos e decomposição de processos, configurações de parâmetros de corte, configurações de parâmetros principais de ferramentas e acessórios, configurações de posicionamento e força de fixação e outros parâmetros relacionados. Após a conclusão da coleta de dados, um gráfico de radar é usado para fazer uma avaliação objetiva da eficácia do sistema de medição atual.
• uma. Definir parâmetros de avaliação
Usando o diagrama de espinha de peixe de causa e efeito para brainstorming, liste os possíveis fatores de influência de causa em 5M2E (Homem, Máquina, Material, Método, Medição, Meio Ambiente, Energia) e colete os dados de origem na forma de uma lista. Por exemplo, a correlação entre força de fixação e deformação, a correlação entre a velocidade da máquina-ferramenta e as configurações dos parâmetros de corte e os parâmetros de precisão da máquina-ferramenta.
• b. Coletar dados
Depois de confirmar as principais características de qualidade e as principais variáveis de saída do processo, descubra as principais variáveis de entrada do processo. O engenheiro de processo orienta os funcionários na coleta de dados.
• c. Avalie os dados medidos
Com base nos dados de origem coletados das principais variáveis do processo, calcule dados estatísticos como média, variância e desvio padrão. Desenhe um gráfico de Pareto, gráfico de controle X/R ou gráfico de radar para análise posterior. Por exemplo, através do gráfico de radar de dados, podemos ver que o desvio do furo interno do assento do rolamento do conjunto da base da máquina é causado pela deformação do furo interno do assento do rolamento. Com base nesta conclusão, podemos analisar as causas de forma direcionada.
03 Analisar
A equipe usa ferramentas de análise como PFMEA (Análise de Modo e Efeitos de Falha de Processo) e diagramas de espinha de peixe para conduzir análises aprofundadas de causa nos dados coletados e encontrar a causa raiz. Isso inclui identificar a distribuição de dados, alterar tendências, identificar valores discrepantes, analisar a relação entre variáveis de processo e determinar as causas raízes de possíveis problemas. Ao estabelecer a ligação entre problemas e causas, a equipa pode formar uma compreensão profunda da natureza do problema e estabelecer uma base para a formulação de soluções eficazes. Por exemplo, através da análise do gráfico de radar dos dados de desvio do furo interno do assento do rolamento, podemos concluir que as causas deste problema incluem a influência da rigidez de usinagem e da força centrífuga de usinagem no desvio. De acordo com o princípio DOE (Design of Experiments), um plano de melhoria é elaborado para verificar se a hipótese de causa é válida e, então, a causa raiz é encontrada.
04 Melhorar
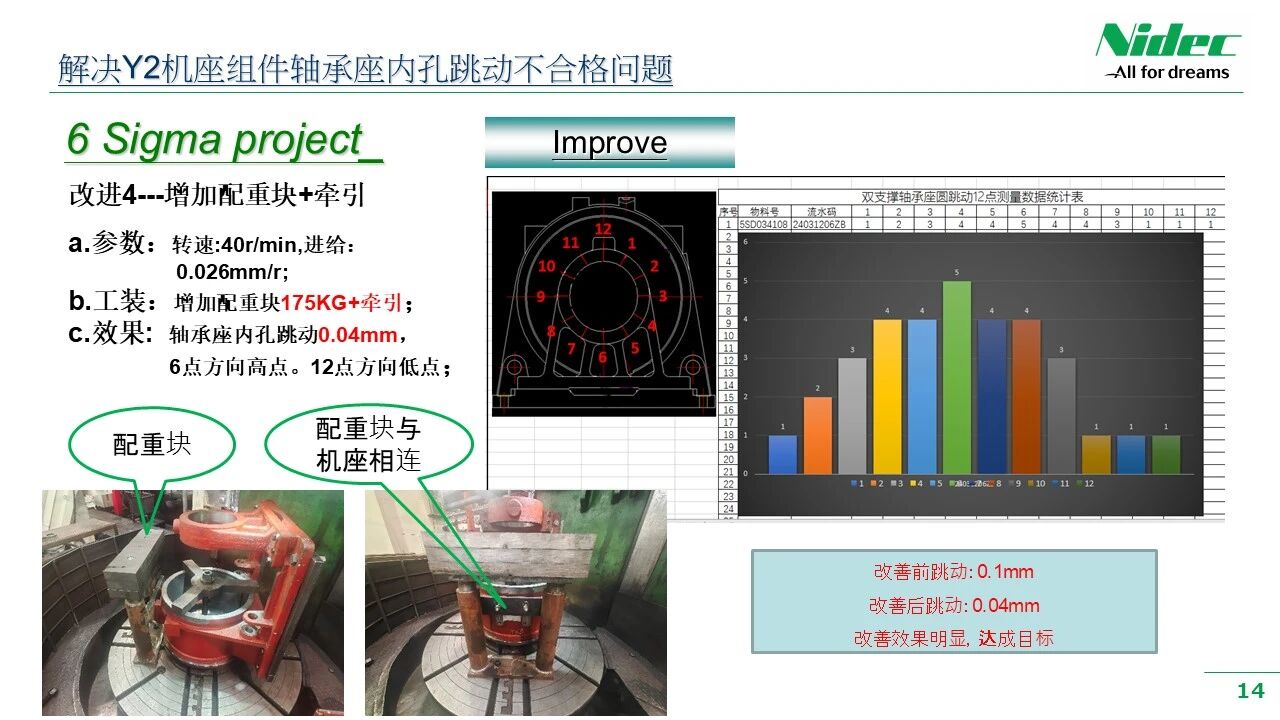
Com base nos resultados da análise e verificação, a equipe propõe e implementa soluções direcionadas. Isto pode envolver otimização de processos, atualização tecnológica, melhoria operacional e outros aspectos. É importante que a equipe verifique a eficácia das soluções para garantir que elas possam produzir os resultados esperados na operação real. Assim que a verificação for bem-sucedida, a equipe atualizará a descrição do processo e os métodos de operação para garantir que as novas soluções possam ser padronizadas e os resultados de melhoria possam ser promovidos ao longo do processo de usinagem. Por exemplo, ao resolver o problema de desvio da montagem da base da máquina da série Y2, nossa equipe propôs soluções direcionadas com base nos resultados analisados na fase de Análise. Essas soluções incluem a adição de pontos de apoio na posição suspensa do assento do rolamento, a adição de placas de aço nos pés da base da máquina para aumentar a rigidez e a adição de contrapesos opostos aos pés da base da máquina. Em seguida, foram realizadas verificações de processamento experimental, uma por uma, para confirmar se os dados de verificação de processamento atendiam aos objetivos esperados da equipe e, finalmente, uma solução eficaz foi encontrada.
05 Controle
A fase de Controle é o elo final do método DMAIC e também é a chave para garantir a sustentabilidade dos resultados de melhoria. Nesta fase, a equipe irá formular e implementar um plano de controle, incluindo monitoramento de processos, manejo anormal e melhoria contínua. Ao monitorar regularmente o desempenho do processo e ajustar a estratégia de controle, a equipe pode garantir que o processo esteja sempre em estado controlado e evitar que o problema se repita.
Através da aplicação específica da ferramenta de melhoria Six Sigma DMAIC em múltiplas equipes de melhoria da oficina de usinagem, a consciência e a capacidade prática de todos os funcionários para usar continuamente esta ferramenta para melhorar a qualidade do processo foram melhoradas. Estimulou a vitalidade de inovação e melhoria de todos os funcionários da oficina, promoveu a aplicação extensiva e aprofundada do método DMAIC em futuros projetos de melhoria, melhorou enormemente a capacidade de todos os funcionários da oficina de usinagem de analisar e resolver problemas anormais de qualidade e permitiu que os funcionários encontrassem a diversão de aprender, praticar e desfrutar dos resultados de melhoria no processo de melhoria.
Recomendações de notícias

O enrolamento modular de dentes únicos para estator estabelece um novo padrão para produção de alta eficiência
2026-03-02
Atividade de qualidade entre a máquina de tração do elevador Nidec China e a Índia
2026-03-02
NIDEC Elevator Motors estabelece nova fábrica na Índia
2025-12-13
A 19ª "jornada de serviço através de dez mil milhas" da NIDEC Elevator Motors começa calorosamente hoje!
2025-12-13
Supere os gargalos dos testes da indústria com o sistema de análise de forma de onda FFT desenvolvido de forma independente
2025-10-31